

以下是:销售三通1_诚信企业的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 产地 河北盐山 品牌 峰光 等级 一级 特殊功能 弹性好 壁厚 3-20 执行标准 GB/T12459 类型 横向型 工作温度 高温 抗压强度 高 连接方式 焊接 材质 不锈钢等 广西壮族自治区,柳州市 柳州市,简称“柳”,广西壮族自治区辖地级市,省域副中心城市,国务院批复确定的广西壮族自治区中部重要中心城市。II型大城市,三线城市,位于广西壮族自治区北部,地处北纬23°54′13″~26°03′13″,东经108°35′12″~110°10′20″之间,属亚热带季风气候,总面积18596平方千米。截至2022年末,柳州市常住人口419.12万。截至2023年3月,柳州市辖5个市辖区,3个县、2个自治县,市人民政府驻城中区文昌路66号。
销售三通1_诚信企业视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
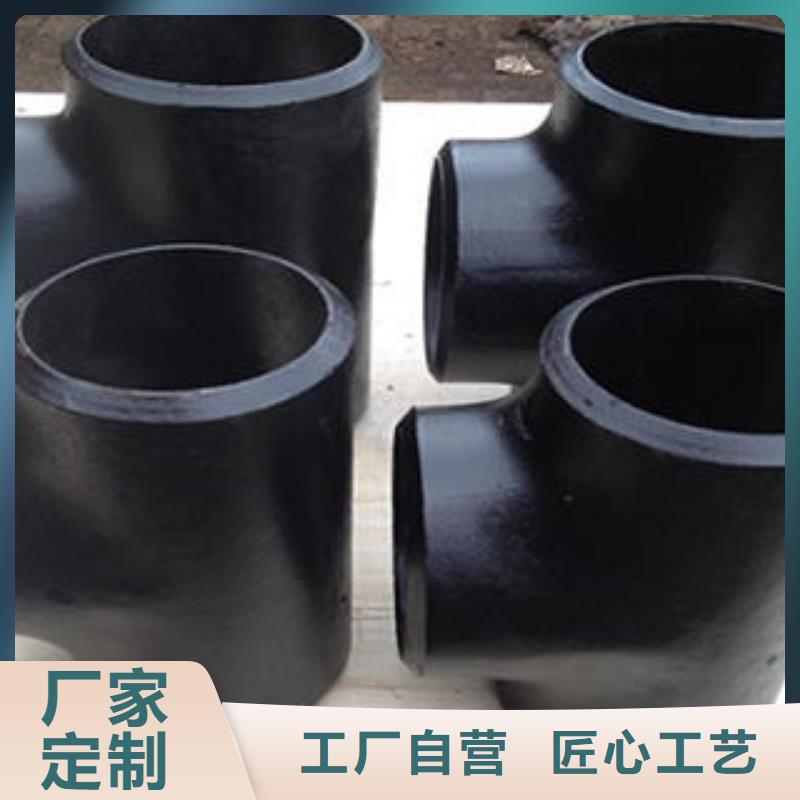
以下是:销售三通1_诚信企业的图文介绍不锈钢三通为管件、管道连接件。用在主管道要分支管处。 不锈钢三通有等径和异径之分,等径三通的接管端部均为相同的尺寸;异径的三通的主管接管尺寸相同,而支管的接管尺寸小于主管的接管尺寸。不锈钢三通是用于管道分支处的一种管件。对于采用无缝管制造三通来讲,目前通常所采用的工艺有液压胀形和热压成形两种。不锈钢三通的液压胀形是通过金属材料的轴向补偿胀出支管的一种成形工艺。其过程是采用专用液压机,将与三通直径相等的管坯内注入液体,通过液压机的两个水平侧缸同步对中运动挤压管坯,管坯受挤压后体积变小,管坯内的液体随管坯体积变小而压力升高,当达到不锈钢三通支管胀出所需要的压力时,金属材料在侧缸和管坯内液体压力的双重作用下沿模具内腔流动而胀出支管。不锈钢三通的液压胀形工艺可一次成形,生产效率较高;不锈钢三通的主管及肩部壁厚均有增加。因不锈钢三通的液压胀形工艺所需的设备吨位较大,目前国内主要用于小于DN400的标准壁厚不锈钢三通的制造。其适用的成形材料为冷作硬化倾向相对较低的低碳钢、低合金钢、不锈钢,包括一些有色金属材料,如tong、铝、钛等。
大口径国标三通一般分为等径三通,异径通,材料有碳钢,焊接三通就是一段主管加上一个小的分支管,显然,两个大的尺寸是主管,中间接出来的小尺寸就是支管.在纯氧管线中,一般是有压力的,这时氧的活性更大;三通是具有三个口子,即一个进口,两个出口;或两个进口,一个出口的一种化工管件,有T形与Y形,有等径管口,也有异径管口,用于三条相同或不同管路汇集处.三通的主要作用是改变流体方向的.整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。由于采用加热后压制三通,材料成形所需要的设备吨位降低
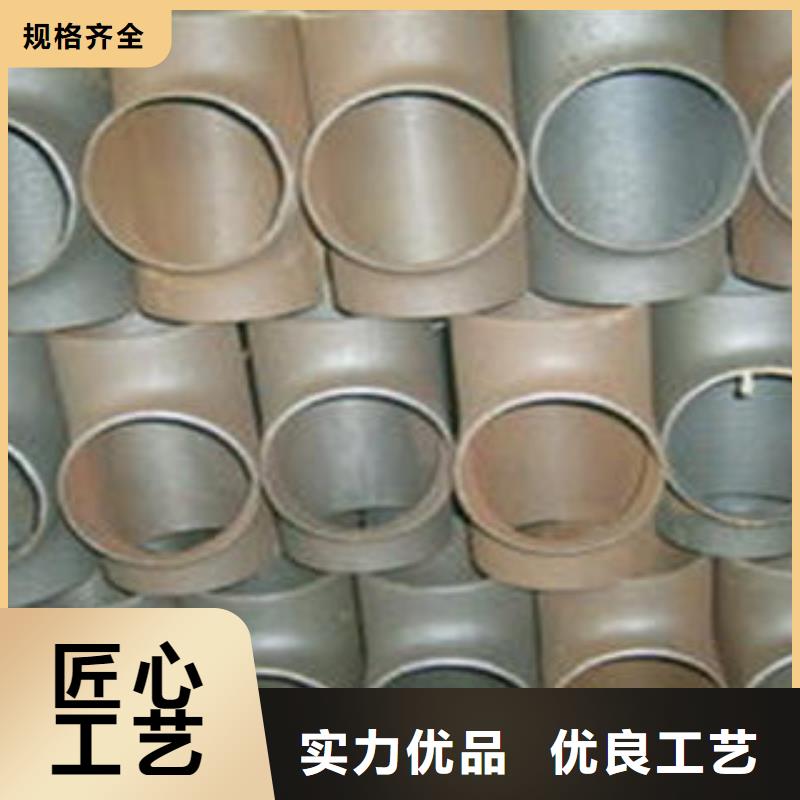
大口径等径三通的接头焊缝就在主管与支管相交的相贯线上,形状和位置比对接焊缝复杂,焊接时焊缝质量不易控制。据统计,这类焊缝的泄漏率占所有工艺焊缝泄漏率的80%,主要缺陷是未焊透、气孔、夹渣等。相贯线上的焊缝坡口,目前主要是通过手工气割或等离子切割而成,加工精度不高,坡口角度偏小,焊接工艺参数选择不当,造成未焊透。焊制三通质量缺陷的另一个主要原因就是工艺下料错误、把支管的外坡口加工成内坡口,支管直接搭接在主管上进行焊接。未焊透使焊缝的强度降低,对于输送腐蚀性介质的管道,随着生产周期的增加将使焊缝的热影响区减薄,导致焊缝泄漏。产生气孔、夹渣的原因是焊接前坡口及附近的油、锈、水分等杂物未清理干净,焊接过程中皮未除净。另外焊接操作时,焊接速度过快,焊接电流又太小,加快了焊缝的冷却速度。大口径三通三通是用于管道分支处的一种管件。对于采用无缝管制造三通来讲,目前通常所采用的工艺有液压胀形和热压成形两种。
广西柳州峰光管道设备有限公司 生产出的各类 保温管道系列产品,产品包括: 保温管道等。公司秉承“服务大众,不断创新,合作共赢”的经营理念。坚持 “服务di yi,顾客至上;质量di yi,环保至上”的经营理念和您共同发展。广西柳州峰光管道设备有限公司始终将诚信作为公司核心的经营理念,诚信也同样铸就了公司的现在和未来。多年来,我司注重把企业诚信文化建设与企业发展管理相结合,建立健全公司诚信体系。因此,莫艺的每一份产品都承载着企业对您的责任,用真诚创造效益。
不锈钢三通有等径和异径之分,等径三通的接管端部均为相同的尺寸;异径的三通的主管接管尺寸相同,而支管的接管尺寸小于主管的接管尺寸。其主要特点有外形美观,表面平整光滑,耐酸碱,抗防腐,质感性能强。同时等径不锈钢三通锻打精良,表面光滑,耐酸耐碱耐高温,价格计算合理,外形美观,质感性能强。为了延长碳钢三通丝锥使用寿命,提高螺纹加工质量,在哪加工和生产时要注意一些注意事项:(1)选用较好的丝锥材质。在普通高速工具钢中加入特殊合金元素,可以显著提高丝锥的耐磨性和韧性。适当加大丝锥铲背量。但应注意,如铲背量过大,在退刀时容易产生切屑塞进丝锥后角内的现象,且攻出的螺纹光洁度不佳。在丝锥螺纹表面涂覆氮化钛涂层,可以显著提高丝锥的耐磨性、耐热性和润滑性。













